|



 Send Inquiry
Send InquiryChain Driven Roller Conveyors
Price 40500 INR/ Meter
MOQ : 1 , , Meter
Chain Driven Roller Conveyors Specification
- Belt Type
- Not applicable no belt used
- Features
- Customizable length & width, robust drive, reversible operation, low maintenance
- Power Source
- Electric
- Surface Finish
- Powder-coated / Galvanized / Painted finish
- Thickness
- Frame: 2-5 mm; Roller: 2-4 mm (custom depending on model)
- Material
- Mild steel, stainless steel or powder-coated steel
- Type
- Chain Driven Roller Conveyor
- Structure
- Modular frame; heavy-duty steel construction
- Belt Conveyor
- Not included this is a roller conveyor
- Roller Conveyor
- Yes, chain-driven
- Vertical Conveyor
- Not included model is horizontal only
- Pneumatic Conveyor
- Not applicable drive is by chain/mechanical power
- Resistant Feature
- Corrosion-resistant, wear-resistant chain and rollers
- Load Capacity
- Up to 2000 kg/m (customizable)
- Voltage
- 220V/380V, 3 Phase (customizable)
- Power
- 0.75 kW 7.5 kW (as per conveyor length and load)
- Speed
- 0.1 to 1.0 m/s (variable, depends on application)
- Usage & Applications
- Pallet handling, warehouse automation, heavy industrial conveyance, automotive, packaging
- Roller Diameter
- 50 mm to 89 mm (customizable)
- Control System
- Manual or automated with PLC integration
- Ambient Operating Temperature
- -10C to +60C
- Frame Material
- Cold-rolled or hot-rolled steel
- Roller Pitch
- 75 mm to 150 mm
- Noise Level
- 70 dB
- Motor Position
- Mounted on side or below conveyor
- Safety Features
- Emergency stop, overload protection, chain guards
- Chain Type
- Simplex/Sprocket chain (ANSI/ISO standard as per load)
- Maximum Conveyor Length
- Up to 20 meters (module-based extension possible)
- Installation
- On-site assembly and commissioning available
- Finish Color Options
- Custom RAL colors available
Chain Driven Roller Conveyors Trade Information
- Minimum Order Quantity
- 1 , , Meter
- Supply Ability
- 1000 Meters Per Month
- Delivery Time
- 3-5 Days
About Chain Driven Roller Conveyors
Customers throughout the market trust us for making the purchase of Chain Driven Roller Conveyors. We own world-class facilities at our infrastructural unit which helps us in boosting productivity. All our clients are impressed with us and they have become loyal to us. The demand for our Chain Driven Roller Conveyors is increasing on daily basis and to meet them timely, we work round the clock. To get in touch with us buyers can contact via phone call or e-mail.
Product details
|
Material |
Mild Steel |
|
Usage |
Packaging industry |
|
Size |
Various Size |
|
Type |
Chain Driven Roller Conveyor |
|
Capacity |
50-100 Kg/feet |
|
Brand |
Aline |
|
Roller Material |
Steel |
Engineered for Reliability and Adaptability
Constructed with cold or hot-rolled steel, this conveyors modular frame ensures ease of extension up to 20 meters. The customizable design accommodates different roller sizes, pitches, and finish colors, providing flexibility for various material handling requirements. Its corrosion-resistant, wear-resistant rollers and chain drive mechanism guarantee longevity, even in demanding industrial environments.
Advanced Safety and Control Systems
The conveyor system prioritizes operator safety with features such as emergency stop buttons, overload protection, and chain guards. Manual or automated (PLC-integrated) control systems are available to suit your operational needs, providing precise, efficient, and safe transport of heavy goods at variable speeds.
Effortless Integration and Maintenance
On-site assembly and commissioning are available, enabling seamless integration with existing warehouse or production workflows. The rugged, low-maintenance design and reversible operation minimize downtime, while module-based frame extensions allow for future capacity upgrades as your business grows.
FAQs of Chain Driven Roller Conveyors:
Q: How is the Chain Driven Roller Conveyor installed and commissioned?
A: Installation and commissioning are performed on-site by trained professionals. The modular frame design allows for straightforward assembly, and each system undergoes testing upon setup to ensure optimal operation before handover.Q: What applications are ideal for this chain-driven roller conveyor?
A: It is ideally suited for pallet handling, warehouse automation, automotive industry, and heavy industrial conveyance, where reliable transport of large, heavy itemsup to 2,000 kg/mis required without the use of belts.Q: What are the customization options available for roller size, pitch, and color?
A: Roller diameters can be tailored between 50 mm and 89 mm, with roller pitches ranging from 75 mm to 150 mm. The frame can be finished with custom RAL colors to match facility requirements or branding preferences.Q: How does the control system work, and can it be automated?
A: The conveyor system can be operated manually or fully automated through PLC integration, offering seamless integration with existing warehouse management systems to enhance efficiency and monitoring.Q: What safety measures are included with the conveyor?
A: Key safety features include emergency stop switches, overload protection, and chain guards, all designed to safeguard operators during use and protect conveyor components from damage.Q: Where can this conveyor be used with respect to environmental conditions?
A: The system is engineered to operate reliably in temperatures ranging from -10C to +60C, making it suitable for a wide variety of industrial and warehouse settings.Q: What are the main benefits of choosing this chain-driven design over alternative conveyors?
A: Compared to belt or pneumatic conveyors, this chain-driven roller conveyor is highly robust, supports very heavy loads, requires less maintenance, and offers greater flexibility in configuration and automation.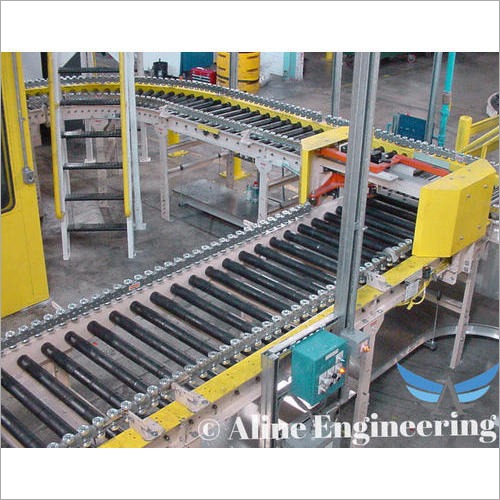
Tell us about your requirement

Price:
Quantity
Select Unit
- 50
- 100
- 200
- 250
- 500
- 1000+
Additional detail
Mobile number
Email

More Products in Industrial Conveyor System Category

Sortation Conveyor
Price 14033 INR / Meter
Minimum Order Quantity : 1 Meter
Type : Sortation Conveyor
Belt Conveyor : Other, Yes
Structure : Other, Belt & Roller
Material : Mild Steel / Stainless Steel

Cylinder Conveyor System
Price 6200 INR / Meter
Minimum Order Quantity : 10 Meters, ,
Type : Other, Automatic Cylinder Conveyor System
Belt Conveyor : Other, Supporting belt option available
Structure : Other, Sturdy steel frame
Material : Industrialgrade stainless steel

Storage Conveyor
Price 6000 INR / Meter
Minimum Order Quantity : 10 Meters
Type : Other, Storage Conveyor
Belt Conveyor : Other, Yes
Structure : Other, Belt & Roller
Material : Mild Steel

PVC Conveyor
Type : Belt Conveyor
Belt Conveyor : PVC Conveyor, Other
Structure : Other, Steel frame structure
Material : PVC
Our Dealing Area: Ghaziabad, Gurgaon, Meerut, Alwar, Faridabad, Noida, Jaipur, Panipat, Rewari, Bhiwari, Karnal, Moradabad, Bareilly, Rohtak, NCR.
ALINE CONVEYORS PRIVATE LIMITED
New Delhi, India
New Delhi, India
- F - 271, M.g Road Upsidc Industrial Area Phase 1, Hapur,Ghaziabad - 201015, Uttar Pradesh, India
- Phone : 08045814805
- Mr Rashid Saifi (GM - Marketing)
- Mobile : 08045814805
- alineconveyors@gmail.com

|
ALINE CONVEYORS PVT. LTD.
All Rights Reserved.(Terms of Use)
Developed and Managed by Infocom Network Private Limited.
Developed and Managed by Infocom Network Private Limited.

